Měření tloušťky ultrazvukem
Měření tloušťky stěny potrubí, tlakových nádob, ocelových konstrukcí apod. je poměrně rozšířeným požadavkem pro NDT pracovníky. Běžně se tloušťky měří ultrazvukovými tloušťkoměry, které měří čas, za který se vrátí vyslaný ultrazvukový impuls odražený od protilehlého povrchu měřeného předmětu. Měření můžou zkreslit povrchové nerovnosti, zbytky koroze, barva, atd. Častou chybou je použití dvojité sondy s velkým průměrem měniče pro malé tloušťky, kdy dobu průchodu zkresluje takzvaná V-dráha.
V-dráha prodlužuje dobu průchodu ultrazvuku
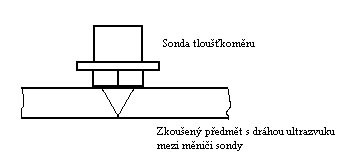
Při měření tlouštěk u trubek je nutno klást sondu tak, aby byl předěl mezi měniči dvojité sondy kolmo k ose potrubí.
Naměřené tloušťky lze ukládat do paměti přístroje a vytvářet tak datové soubory pro pozdější zpracování na počítači.
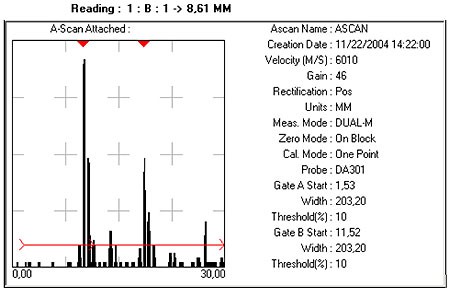
Pro náročnější měření je nutno použít přístroj s tzv. zobrazením A, který umožňuje obsluze kontrolovat správnost měření dle zobrazených ech.
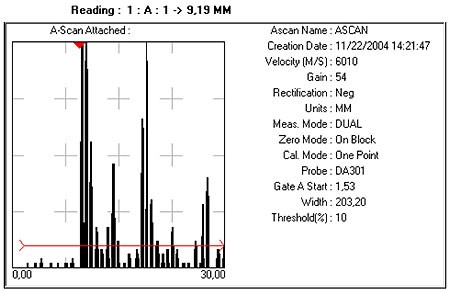
Velmi důležitá je příprava povrchu. Na obrázku č. 1 je zaznamenáno měření tloušťky stěny tlakové nádoby přes nedokonale odstraněnou vrstvu nečistot. Dráha ultrazvuku (čas, po který ultrazvuk prochází) v nečistotách je připočten k celkové tloušťce stěny, v tomto případě je změřena nesprávná hodnota 9,19 mm.
Při měření tloušťky metodou mezi echy je odečet hodnoty tloušťky proveden až mezi dvěma následnými echy. Tím je vyloučen vliv průchodu ultrazvuku nečistotami a k měření se použije pouze dráha ultrazvuku v oceli.
Na obrázku 2 je záznam měření mezi dvěma echy ve stejném měřícím bodě, správná výsledná tloušťka je 8,61 mm. To znamená, že skutečná tloušťka stěny tlakové nádoby je o 0,58(!) mm menší, než bylo naměřeno v prvním případě.
Měření probíhá bodově. Proto je nestejnoměrně napadeného vnitřního povrchu těžké zjistit místo s minimální tloušťkou.
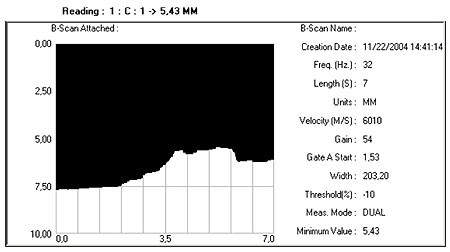
Přístroj se zobrazením B je schopen zaznamenat reliéf protilehlého povrchu a znázornit tak průběh tloušťky.
Na obrázku 3 je záznam reliéfu protilehlé stěny u ocelové konstrukce těsně nad zemí. Původní tloušťka 7,6 mm je na dráze cca 100 mm postupně zeslabena na minimální tl. 5,43. Při měření tloušťky s body měření uspořádanými v rastru by minimální tloušťka zjištěna nebyla.
V případě, že není k dispozici přístroj, který umožní měření tloušťky mezi echy a přesto je potřeba provést měření přes nátěr, je nutno od naměřené tloušťky odečíst zpoždění, způsobené průchodem ultrazvukových vln nátěrem.
U takto provedeného měření se provede korekce dle vzorce: Tlsk = Tlm - K
Tlsk - Tloušťka skutečná, Tlm - Tloušťka zjištěná měřením přes nátěr, K - korekční faktor
Poznámka: Při měření přes barvu je nutno počítat s nižší přesností měření - cca 0,2 mm!
Tabulka korekcí při měření přes nátěr |
|
Tloušťka nátěru [µm] |
Korekční faktor K [mm] |
50 |
0,15 |
100 |
0,3 |
150 |
0,45 |
200 |
0,6 |
250 |
0,75 |
300 |
0,9 |
350 |
1,15 |
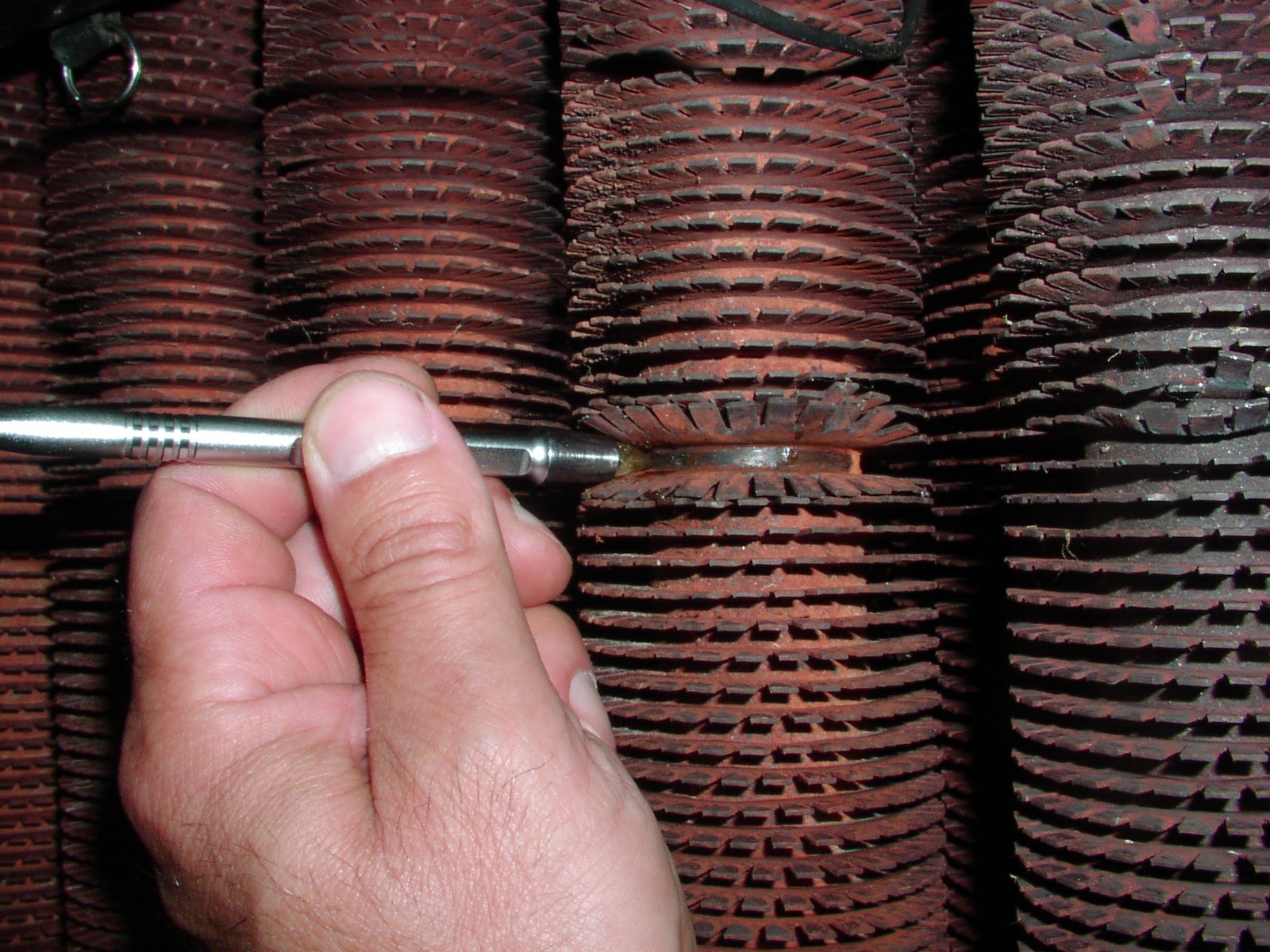
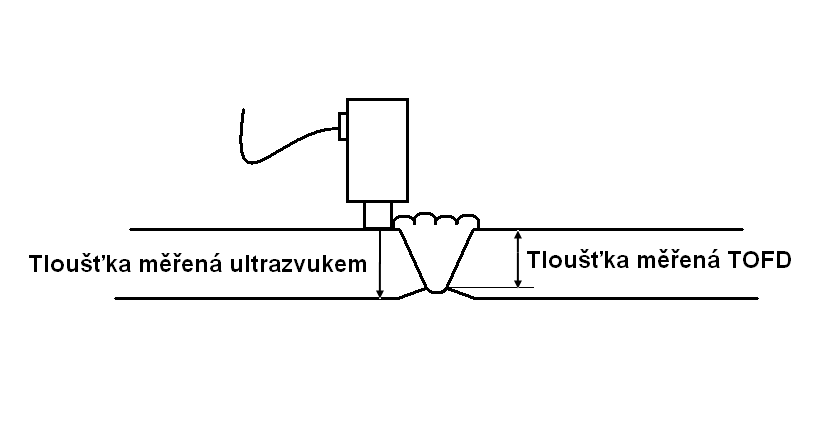
U parního potrubí lze zjistit průběh tloušťky v blízkosti svaru technikou TOFD. Běžným měřením ultrazvukovou sondou nelze měření provést – viz obrázek.
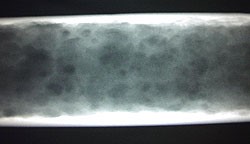
Zjišťovat tloušťky stěny trubek lze také prozářením. Skutečná tloušťka se vypočítá ze zjištěného zvětšení obrazu v nejnepříznivějším místě. Mimoto získáme přehled o vnitřním stavu trubky, to znamená o napadení bodovou korozí, úsadách a podobně. Tuto metodu lze použít například u potrubí s vysokou teplotou, izolovaného potrubí, potrubí v místě styku s uložením, kde dochází k otěru vlivem pohybu při dilataci atd.
Ukázka tzv. gamaprojekce: snímku trubky Ø 1" napadené vnitřní bodovou korozí. Minimální tloušťka se změří na snímku, a vypočítá dle jednoduchého vzorce.